
پرینت سه بعدی DLP یا رزینی فناوری مبتنی بر پلیمریزاسون یا سخت سازی مواد در حوضچه ای به نام vat است و در واقع نوعی دیگر از پرینترهای سه بعدی است که از فناوری به غیر از فناوری اکسترود مواد یا همان پرینت سه بعدی FDM بهره می برد. در این مقاله نگاهی دقیق تر به چاپگرهای سه بعدی DLP خواهیم داشت و مزایا و معایب آن در مقایسه با دستگاه های FDM و SLA را مورد بحث قرار خواهیم داد. همچنین مطالب کاملی در خصوص دستگاه های رزینی LCD ارائه خواهیم داد.
DLP چیست؟

DLP یا Digital Light Processing یا همان پردازش نور دیجیتال در واقع پلیمریزاسیون یا سخت سازی مواد در حوضچه ای به نام vat است. در این فرآیند از یک رزین فوتوپلیمر مایع در حوضچه ی vat استفاده می شود که تحت تابش یک منبع نور، سخت یا جامد می شود.
به طور کلی دو تکنولوژی پرینت سه بعدی SLA و DLP مبتنی بر پلیمریزاسیون مواد در یک حوضچه ی vat می باشند و طبعا هر دو نیز از رزین و منبع نور برای ساخت قطعات استفاده می نمایند. تفاوت اصلی در نوع منبعی است که برای پخت یا curing رزین استفاده می شود.
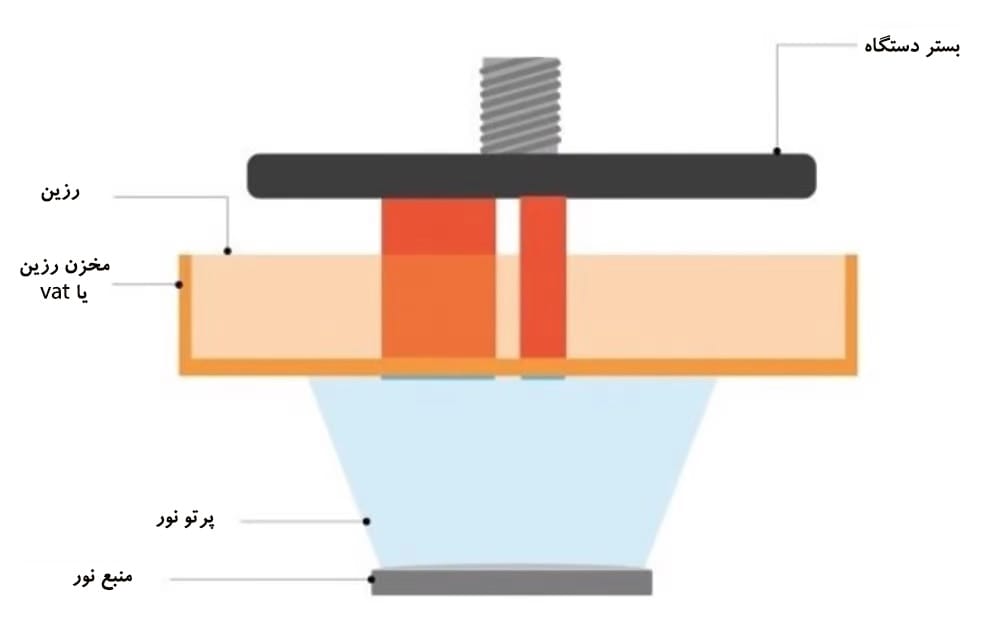
برای درک بهتر نحوه ی عملکرد پرینت سه بعدی DLP ، بهتر است ابتدا تکنولوژی پایه ای آن یعنی SLA را مورد بررسی قرار دهیم. چاپگرهای سه بعدی SLA از یک قطعه ی آسانسور مانند که صفحه ی ساخت دستگاه یا همان بستر دستگاه را به پایین حرکت می دهد، استفاده می نمایند، یک مخزن مملو از رزین، یک منبع نور و گالوانومتر کامل کننده ی مجموعه است.
در پرینترهای سه بعدی SLA با پایین آمدن بستر ساخت دستگاه، به اندازه ی یک لایه از قطعه رزین مایع بین قطعه و منبع نور تجمع می نماید، در این هنگام گالوانومترها وارد کار شده و وظیفه ی خود را انجام می دهند.
گالوانومترها قطعات آینه مانندی هستند که برای هدایت و انتقال پرتو لیزر چاپگر SLA به قسمت پایینی مخزن رزین مورد استفاده قرار می گیرند. با بهره گیری از مختصات دهی Gcode و فرامین صادره از برد کنترلی دستگاه، گالوانومترها پرتو لیزر را در مسیر لازم جهت ساخت یک لایه از قطعه هدایت می نمایند. تابش پرتو لیزر به هر قسمت از رزین مایع موجب پخت و سخت شدن رزین می گردد. این بخش سخت شده از رزین در واقع یک لایه ی جامد تشکیل دهنده ی قطعه ی نهایی است. هنگامی که هر لایه کامل شد، بستر ساخت دستگاه به اندازه ی ضخامت هر لایه به پایین حرکت می کند و این روند تا ساخت کامل قطعه ادامه می یابد.
DLP چگونه کار می کند؟
اکنون که نحوه ی عملکرد پرینتر های سه بعدی SLA را متوجه شدید، وقت آن است تا نگاهی دقیق تر به نحوه ی کارکرد پرینتر های DLP بیندازیم. شاید بتوان تکنولوژی DLP را یک خواهر برای تکنولوژی SLA به حساب آورد زیرا تنها تفاوت اصلی بین این دو، منبع نور مورد استفاده برای پخت رزین است. همانگونه که پیش از این نیز اشاره شد در چاپگرهای SLA از تابنده های لیزر مجهز به گالوانومتر برای پخت رزین استفاده می شوند. در پرینتر DLP، یک صفحه ی نمایش نور دیجیتال وجود دارد که به منظور استفاده در این نوع پرینتر ها بهبود یافته است. با بهره گیری از این صفحه نمایش سرعت عملکرد DLP نسبت به SLA بیشتر شده است.
در پرینترهای SLA، لیزر رزین را به صورت نقطه به نقطه و موضعی پخت می نماید در حالی که در پرینترهای DLP یک صفحه نمایش یک تکه، یک لایه از قطعه را در یک لحظه پخت می نماید. به این ترتیب، سرعت چاپ در مقایسه با SLA بسیار افزایش می یابد زیرا هر لایه با سرعت بیشتری به وجود می آید.
با توجه به این که سیستم پرینت سه بعدی DLP یک فناوری دیجیتال است، پیکسل های صفحه نمایش گر، شکل دهنده ی هر لایه می باشند. از طرفی چون هر قطعه از تعداد بسیار زیادی لایه تشکیل می شود بنابراین اطلاعات داده شده به پرینتر به صورت وکسل(voxel) می باشند.
منبع نور پرینترهای سه بعدی یک صفحه نمایش دیجیتال است که نور تولید شده توسط این صفحه نمایش، به وسیله ی سیستمی به نام DMD به کف مخزن رزین تابانده می شود. DMD متشکل از هزاران یا حتی میلیون ها میکروآینه است که وظیفه ی هدایت نور و ایجاد الگوی هر لایه از قطعه در کف مخزن رزین بر عهده دارد.
مقایسه بین DLP و SLA

تا اینجای مقاله بیشتر به مزیت های چاپگرهای سه بعدی DLP نسبت به چاپگرهای سه بعدی SLA اشاره کردیم و گفته شد که مهمترین مزیت یک پرینتر DLP نسبت به نمونه ی SLA سرعت بالاتر پرینت قطعه در آن است.
با توجه به این که پرینترهای سه بعدی DLP از صفحه نمایش دیجیتال به عنوان منبع نور استفاده می نمایند لذا وضوح و کیفیت چاپ قطعه ی پرینت شده با وضوح ایجاد شده توسط صفحه نمایش دیجیتال رابطه ی مستقیم دارد. به عبارت دیگر استفاده از یک صفحه نمایش دیجیتال به عنوان منبع نور با کیفیت پایین تر احتمالا منجر به کاهش کیفیت نهایی قطعه ی پرینت شده خواهد شد. با این حال این نقص در پرینترهای SLA وجود ندارد و حتی در صورت استفاده از قطعات با کیفیت پایین تر و ارزان تر به عنوان منبع نور، کیفیت، افت چندانی نخواهد داشت.
یکی دیگر از محدودیت های پرینترهای سه بعدی DLP، گرد نبودن سطوح منحنی شکل بالای قطعات است. این مشکل از آنجا ناشی می شود که وکسل ها( voxel) در واقع مش های مستطیلی شکل هستند و تبدیل این داده ی دیجیتال به قطعه ی پرینت شده در برخی قطعات در مقایسه با قطعات پرینت شده با پرینترهای SLA، کیفیت سطح قطعات با فرم منحنی را کاهش می دهد. البته این مسئاله به راحتی با سنباده زنی و پولیش کاری سطح قطعه برطرف می شود.
از نظر سطح هزینه ی چاپ، به دلیل استفاده ی هر دو پرینتر SLA و ِDLP از رزین، هزینه ی چاپ تقریبا برابر است، البته باید به خاطر داشت که هزینه ی پرینت ارتباط تنگاتنگی با نوع و سازنده رزین و حتی سازنده چاپگر دارد.
پرینتر LCD چیست؟
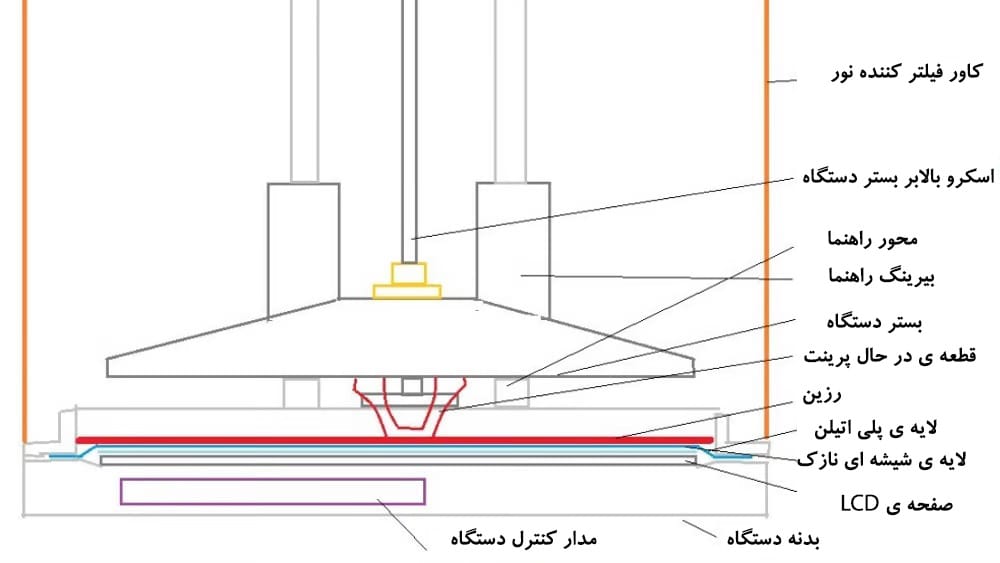
به جرات می توان گفت که محبوب ترین و رایج ترین نوع پرینتر رزینی در بین مصرف کنندگان و تولید کنندگان پرینترهای سه بعدی، پرینترهای سه بعدی LCD هستند. این پرینترها بسیار شبیه پرینتر های سه بعدی DLP هستند. در زیر مخزن رزین یا همان vat یک منبع نور UV وجود دارد که یک صفحه ی LCD مابین مخزن رزین و منبع نورUV قرار گرفته است. صفحه ی LCD در هر لایه تنها پیکسل هایی را که قرار است آن لایه را شکل دهند را روشن می نماید و به این ترتیب نور UV از پیکسل های روشن صفحه LCD عبور کرده و لایه ی مورد نظر را شکل می دهد.
در واقع می توان گفت که صفحه ی LCD مانند یک ماسک عمل می نماید و تنها پیکسل های لازم برای هر لایه را روشن می نماید و بقیه را خاموش و سیاه نگه می دارد. به این روش اصطلاحا SLA ماسک دار یا MSLA نیز می گویند.
شباهت های پرینترهای سه بعدی DLP و LCD :
حال که توضیحات کافی در خصوص فناوری پرینترهای سه بعدی DLP و LCD را ارائه کردیم وقت آن است که به شباهت ها و تفاوت های بین این دو فناوری بپردازیم.
هر دو پرینتر سه بعدی DLP و پرینتر سه بعدی LCD دارای یک مخزن جهت نگه داری رزین مایع هستند که به آن vat می گویند. کف این مخزن دارای یک لایه ی بسیار شفاف است که از FEP ساخته شده است. FEP مخفف Fluorinated ethylene Propylene است که اصطلاحا به اتیلن پروپیلن فلوئوردار نیز معروف است. این لایه ی بسیار شفاف FEP این امکان را فراهم می آورد تا بدون اینکه آسیبی ببیند رزین پخته شده از آن جدا شود.
سیستم حرکتی این دو روش نیز مشابه هم هستند. صفحه ی بستر ساخت دستگاه در مخزن vat به سمت بالا حرکت می نماید و قطعه به صورت لایه به لایه بر روی این بستر ساخت شکل می گیرد.
هر دو پرینتر DLP و LCD از نور UV به منظور پخت رزین مایع استفاده می نمایند. اما نحوه ی فیلتر کردن و هدایت این نور به رزین در هر دو روش متفاوت می باشد. طول موج مورد استفاده جهت پخت و سخت سازی رزین در هر دو چاپگر LED و LCD در حدود ۴۰۵ نانومتر می باشد. بنابراین می توان نتیجه گرفت که به جز موارد خاص، رزین مورد استفاده در دستگاه های DLP و LCD با هم یکسان می باشند.
همانطور که پیش از این نیز اشاره کردیم، چاپگرهای سه بعدی DLP و LCD در مقایسه با چاپگرهای SLA سرعت پرینت بیشتری دارند که دلیل آن نیز پرینت یک لایه ی کامل قطعه در هر مرحله ی تابش نور در سیستم LCD و DLP به جای تابش نقطه به نقطه ی آن در هر بخش از لایه ی هر قطعه است.
فرآیندهای پس پردازش شامل شستشو، پخت نهایی و پولیش کاری در هر دو فناوری یکسان است. حال به طور دقیق تر به این نقاط ضعف و قوت خواهیم پرداخت.
نقاط قوت پرینترهای DLP:
همانطور که پیش از این نیز ذکر کردیم، صفحه ی LCD در پرینترهای LCD، یک لایه ی ماسک مانند را ایجاد می نماید که نور ورودی را مسدود می نماید. اما از آنجایی که صفحه ی LCD و منبع نور UV کاملا نسبت به هم عمود نمی باشند، ممکن است تعداد محدودی از پرتوهای نور در اطراف مرزهای اصلی شکل دهنده ی قطعه پخش شوند و بخش هایی از رزین را که به قطعه تعلق ندارند را جامد و سخت کنند و به این ترتیب بخش هایی پلیسه شکل را به قطعه ی اصلی اضافه نمایند. البته این انحراف در حد چند صدم میلیمتر بوده و چندان قابل توجه نیست. اما به هر حال وجود دارد.
در پرینتر های سه بعدی DLP این مشکل با انتشار نور در جاهایی که لازم است و نه در کل صفحه ی ساخت، حل شده است. این انعطاف پذیری به چاپگر اجازه می دهد تا نور تابیده شده را بزرگتر یا کوچکتر کند یا اصطلاحا بر روی آن زوم مثبت و یا منفی نماید. این در حالیست که در پرینترهای LCD اندازه ی پیکسل ها ثابت بوده و عملا چنین امکانی فراهم نمی باشد. همچنین در پرینترهای DLP می توان بر روی یک ناحیه ی مشخص از قطعه ی پرینت سه بعدی تمرکز نمود و وضوح و کیفیت را در آن ناحیه افزایش داد. این مزیت منجر به ایجاد قطعاتی با دقت ابعادی بالاتر خصوصا در قطعات کوچک تر خواهد شد. البته در ادامه ی مقاله خواهیم دید که پرینترهای DLP ایرادات عمده ای نیز دارند.
نکته ی قابل توجه دیگر مربوط به طول عمر خود منبع نور است. اغلب ادعا می شود که طول عمر منبع نور در پرینتر های DLP حدود ۱۰ برابر صفحات LCD در پرینترهای سه بعدی LCD است. این مورد به خصوص در زمینه ی هزینه ی استهلاک و بازه ی عملکردی دستگاه ها قابل توجه می باشد.
از طرف دیگر با توجه به اینکه در پرینترهای سه بعدی DLP در زیر مخزن vat فقط یک شیشه ی ضد خش ساده وجود دارد بنابراین در صورت ریختن رزین بر روی آن مشکل خاصی به وجود نمی آید و تنها لازم است تا رزین را از روی آن پاک نمود. این در حالیست که در پرینتر های سه بعدی LCD، خود صفحه ی LCD در زیر مخزن vat قرار دارد و مابین این دو دیگر هیچ صفحه ی جداکننده ای وجود ندارد لذا در صورت ریختن رزین بر روی آن احتمال آسیب دیدگی صفحه ی LCD وجود دارد. البته اخیرا کاورهایی جهت نصب بر روی صفحه LCD به بازار عرضه شده اند که احتمال این آسیب دیدگی در پرینتر های LCD را کاهش می دهد.
نقاط ضعف پرینترهای DLP:
در پرینترهای سه بعدی DLP نور تابش شده از منبع نور توسط میکرو آینه های DMD به زیر مخزن vat هدایت می شود. این بدان معناست که نوری که از منبع نور پرینتر سه بعدی DLP متصاعد می شود به دلیل این که گسترش یافته ی یک چشمه ی نوری کوچک است احتمال مخدوش شدن پیکسل ها در لبه های قطعات خصوصا در قطعات عریض وجود دارد. این مسئله با مشکل وجود پلیسه در لبه های قطعات پرینترهای سه بعدی LCD قدری متفاوت است زیرا در پرینترهای DLP وجود اغتشاش و اعوجاج با فاصله ی از مرکز قطعات پرینت شده رابطه ی مستقیم دارد به عبارتی این مشکل در قطعات بزرگتر، بیشتر خود را نشان خواهد داد.
علاوه بر این، همواره تعداد پیکسل های منبع نور پرینتر های سه بعدی DLP بدون توجه به ابعاد قطعه ی در حال پرینت یکسان می باشد. این مسئله موجب می شود تا قطعات پرینت شده ی کوچک تر و باریک تر دقت بیشتری نسبت به قطعات پرینت شده ی بزرگتر و عریض تر داشته باشند.
برای درک بهتر این موضوع، با گوشی موبایل خود یک عکس بگیرید و سپس بر روی آن زوم کنید، هر چقدر میزان زوم افزایش یابد وضوح تصویر عکس کاهش خواهد یافت. این دقیقا همان اتفاقی است که در هنگام پرینت قطعات بزرگ در یک پرینتر سه بعدی DLP به وجود می آید و قطعات پرینت شده مانند قطعات زوم شده پرینت می شوند. اما به خاطر داشته باشید که این کاهش کیفیت و اعوجاج در پرینترهای سه بعدی DLP حرفه ای که از قطعات با کیفیت تری استفاده می نمایند، بسیار کم تر می باشد. ذکر این نکته لازم است که این مسئله به معنی این نیست که چاپگرهای DLP کیفیت چاپ پایینی دارند بلکه فقط وضوح و کیفیت چاپ در قطعات کوچکتر، بیشتر می باشد.
با توجه به این که وضوح منبع نور در کیفیت نهایی قطعه ی پرینت شده اثر مستقیم می گذارد، بنابراین استفاده از یک منبع نور با وضوح 4K می تواند در افزایش کیفیت پرینتر DLP موثر باشد. اما به دلیل اینکه قیمت منبع نور با کیفیت 4K نسبت به یک صفحه ی LCD با کیفیت 4K بسیار بالا می باشد بنابراین در پرینتر های سه بعدی DLP اغلب از منابع نور FHD استفاده می کنند و از منابع نوری با کیفیت 4K به ندرت استفاده می شود. همانگونه که گفتیم هزینه ی صفحات LCD با کیفیت 4K چندان بالا نمی باشد بنابراین در پرینترهای سه بعدی با فناوری LCD به آسانی می توان از این صفحات استفاده نمود که این مسئله پرینترهای سه بعدی LCD را به تکنولوژی برتر جهت استفاده در پرینترهای رزینی با ابعاد بزرگ تبدیل می نماید. با توجه به روند رو به رشد استفاده از پرینترهای LCD طی سالیان اخیر به چند مورد از نقاط ضعف و قوت این پرینترها می پردازیم.
نقاط قوت پرینترهای LCD :
کیفیت پرینت یک پرینتر LCD به درصد تراکم پیکسلی LCD مورد استفاده و همچنین ابعاد قطعه ی در حال پرینت بستگی دارد. بدیهیست هرچه تعداد پیکسل های آن بیشتر باشند کیفیت چاپ بهتری را نیز ارائه خواهد داد. در حال حاضر پرینترهای LCD با کیفیت 8K به بازار عرضه شده اند. این در حالیست که به دلیل هزینه های سرسام آور منبع نور 8K استفاده از آن در پرینترهای DLP به صرفه نمی باشد.
از طرفی در صورتی که صفحه ی LCD یک پرینتر LCD دچار مشکل شود می توان به راحتی یک صفحه ی LCD با کیفیت 4K یا 8K را با تضمین کارکرد تا ۲۰۰۰ ساعت با هزینه ی بین ۵۰ تا ۱۰۰ دلار خریداری و تعویض نمود در حالی که هزینه ی تعویض یک منبع نور پرینتر DLP بسیار بیشتر از این مبالغ خواهد بود.
نقاط ضعف پرینترهای LCD :
همانگونه که قبلا نیز ذکر شد به دلیل اینکه صفحه ی LCD مابین منبع نور UV و زیر مخزن vat دستگاه قرار دارد بنابراین امکان پخش نور و ایجاد اضافات پلیسه مانند در اطراف قطعات وجود دارد. البته این مشکل را با ایجاد تنظیمات لازم در اسلایسر و کالیبراسیون آن می توان تا حدودی حل نمود زیرا تابش نور همواره ثابت و یکنواخت می باشد.
همانطور که پیش از این نیز ذکر شد هر دو فرآیند LCD و DLP از سیستم حرکتی یکسانی برخوردارند و مخزن vat و همینطور لایه ی FEP و فرآیند کالیبراسیون و تنظیم عملا مشابهی دارند. البته همواره باید به دستورالعمل های تولید کننده ی پرینتر DLP یا LCD در این خصوص توجه نمود. در ادامه پرینترهای رزینی DLP و LCD را از منظر اسلایسینگ و کیفیت چاپ مورد بررسی قرار خواهیم داد.
اسلایسینگ
در هر دو روش LCD و DLP روش اسلایس مشابه می باشد و اسلایسرهایی همچون LYCHEE و CHITUBOX و FORMWARE 3D از هر دو روش LCD و ِDLP پشتیبانی می نمایند. اگر یک تولید کننده ی پرینتر تصمیم داشته باشد برای پرینترهای تولیدی خود اسلایسر اختصاصی داشته باشد عملا سایز برنامه های اسلایسر با آن تطبیق نخواهند داشت. این اتفاق عموما در خصوص پرینترهای رزینی حرفه ای رخ خواهد داد و پرینترهای معمولی را شامل نمی شود. برعکس این مورد، در صورتی که مشخصات و پسوندهای فایل مورد استفاده ی دستگاه، مورد انتشار عمومی قرار گیرد یا به عبارتی open source باشد توسط سایر اسلایسرها نیز می توان G-code مورد نیاز دستگاه را تهیه نمود.
مواردی همچون ایجاد ساپورت، توخالی کردن قطعه و نحوه ی قرار گیری قطعه بر روی بستر ساخت دستگاه ارتباطی با نوع منبع نور ندارد و این بخش از فرآیند اسلایسینگ بدون تغییر باقی می ماند. اگرچه عموما توصیه می شود که در مورد پرینترهای DLP بهتر است قطعه در وسط صفحه ی ساخت قرار گیرد تا کیفیت کناره های قطعه بهبود یابد.
همچنین در هنگام پرینت چند قطعه به صورت همزمان بهتر است که همه ی این قطعات در وسط بستر ساخت دستگاه قرار بگیرند. هر چقدر بتوان دایره ی تابش نور را محدود تر کرد، وضوح و کیفیت افزایش می یابد. با این حال این مزیت بیشتر محدود به پرینترهای سه بعدی DLP از نوع صنعتی می شود. زیرا ویژگی های فوکوس مقطعی و زوم متغیر معمولا در پرینترهای معمولی وجود ندارند. به عنوان مثال پرینترهایی مانندAnycubic Photon Ultra و Flashforg Hunter دارای لنزهایی با فوکوس ثابت هستند و امکان تغییر جهت یا بزرگنمایی در بخش خاصی از قطعه ی مورد پرینت وجود ندارد.
کیفیت پرینت
کیفیت سطح قطعات پرینت شده با پرینترهای DLP بسیار متغیر و متفاوت است و بسته به ابعاد قطعه و محل قرارگیری آن بر روی بستر ساخت ممکن است وکسل های واضح تری را بتوان نمایان نمود و به تبع آن کیفیت نهایی قطعه را افزایش داد. البته با استفاده از ابزار بهبود کیفیت وکسل ها (anti-alising) و یا پرینت تعداد کمتری از قطعات می توان این اثر را کاهش داد.
همچنین توجه داشته باشید که هم برای پرینترهای LCD و هم پرینترهای DLP تفاوت در نحوه ی تابش نور و نیز اعوجاج پیکسل ها در تمام نقاط سطح قابل پرینت دستگاه، منجر به ایجاد تلرانس های ابعادی متفاوت و نیز درزهای مختلف در قطعات پرینت شده می شود. در برخی موارد به کمک اسلایسر می توان این مشکلات را برطرف نمود اما برای دستیابی به بهترین کیفیت باید جانمایی قطعه بر روی بستر ساخت را با دقت تمام انتخاب نمود.
یک روش مناسب برای سنجش دقت مواضع مختلف بستر ساخت، استفاده از یک قطعه ی تستی و پرینت آن به صورت امتحانی در نقاط مختلف بستر ساخت است به این ترتیب پس از پرینت قطعه در هر نقطه از بستر ساخت می توان با کولیس ابعاد قطعه ی پرینت شده را چک نمود تا بهترین نقطه ی قابل پرینت دستگاه به دست آید.
مواد
همانگونه که قبلا نیز اشاره شد، نوع مواد مورد استفاده در پرینترهای سه بعدی رزینی با طول موج قابل استفاده برای آن ماده مشخص می شود. این طول موج هم بر روی بسته های رزین ها و هم بر روی مشخصه های فنی پرینتر سه بعدی رزینی مورد نظر نوشته شده اند. باید توجه نمود که نباید هیچگاه رزین هایی از گونه های مختلف را باهم ترکیب نمود زیرا این امر فرآیند پخت و سخت سازی رزین را با خلل مواجه خواهد ساخت.
طول موج مناسب جهت ساخت و سخت سازی رزین ها عموما در محدوده ی ۳۸۵ تا ۴۰۵ نانومتر می باشد. به این ترتیب در صورت یکسان بودن طول موج مورد نظر در پرینترها، می توان از رزین مزبور هم برای یک دستگاه DLP و هم برای دستگاه LCD استفاده نمود. استثنا موجود در این زمینه شامل دستگاه هایی می باشد که به هر دلیلی کاربر را به استفاده از نوع خاصی رزین محدود نموده اند.
همچنین لازم به ذکر است که برخی از پرینترهای سه بعدی LCD و ِDLP با کیفیت و با وضوح بالا از رزین های مخصوص وضوح بالا استفاده می نمایند که در این خصوص می توان به رزین های Phrozen 8K Aqua Grey یا رزین Elgo 8K اشاره نمود. البته در زمان نگارش این مطلب هیچ چاپگر سه بعدی DLP در بازار موجود نمی باشد که از حد کیفی 4K پا را فراتر نهاده باشد و همچنان امکان استفاده از عموم مواد در آنها فراهم می باشد.
رزین های SLA :
رزین های SLA اغلب برای استفاده در پرینترهای DLP و LCD مناسب نیستند زیرا طیف نوری لیزر کاملا متفاوت می باشد. در حالی که بسیاری از تولید کنندگان عمومی پرینترهای SLA از لیزرهای با محدوده ی ۳۸۵ تا ۴۰۵ نانو متر استفاده می نمایند اما به دلیل ماهیت متفاوت طیف نور، رزین های آن ها با هم مشترک نمی باشند.
مقایسه ی بین رزین های توصیه شده توسط تولید کنندگان مختلف پرینترهای SLA ما را به این نتیجه می رساند که طول موج مناسب جهت پخت و سخت سازی این رزین ها در بازه ی بین ۳۵۵ نانومتر تا ۴۶۰ نانومتر می باشد که تا حدودی با بازه ی کارکردی رزین های DLP و LCD متفاوت می باشد و این مورد امکان استفاده از رزین های DLP و LCD را برای دستگاه های LCD و بالعکس از بین می برد. علاوه بر این هر پرینتر سه بعدی SLA عموما از رزین اختصاصی خود استفاده می نماید که این امر امکان استفاده از سایر رزین ها را در آنها ناممکن می نماید.
کاربرد ها:
هر دو روش DLP وLCD را در مصارف مختلف مانند دندانپزشکی، ساخت جواهرات و مهندسی می توان به کار برد. به طور کلی می توان گفت که چاپگرهای DLP چاپگرهای گران تر و حرفه ای تر هستند و پرینترهای LCD از فناوری جدید تر و در عین حال ارزانتر بهره می برند که برای ساخت پرینترهای رومیزی مقرون به صرفه تر است.
همانطور که قبلا نیز ذکر شد در چاپگرهای DLP ارزان تر، امکان به وجود آمدن اعوجاج اندک در وکسل ها وجود دارد که البته با قدری هزینه کرد بیشتر و خرید دستگاه گران قیمت تر و با کیفیت بهتر این مشکل، کمتر خود را نشان خواهد داد. در پرینتر های DLP حرفه ای و با کیفیت، سخت افزارهای به کار برده شده و نیز نرم افزار مورد استفاده به نحوی ساخته و پرداخته شده اند که امکان اصلاح اعوجاج وکسل ها وجود دارد.
به طور کلی، چاپگرهای سه بعدی LCD از قطعات ارزان تری بهره می گیرند که این امر امکان ارائه ی خدمات پرینت سه بعدی رزینی ارزان را به عموم افراد فراهم می نماید.
هر رو روش DLP و LCD دارای قابلیت سرعت پرینت مناسب و اجرای جزییات بسیار عالی هستند اما هنگامی که امکان هزینه کرد بیشتری فراهم باشد پرینترهای سه بعدی DLP برتری های خود را به رخ پرینترهای LCD می کشند. اگر حرفه ای هستید و اجرای سطح بالایی از جزییات همراه با با سرعت بالا را مد نظر دارید از چاپگرهای حرفه ای DLP استفاده کنید و اگر در حوزه ی پرینترهای سه بعدی رزینی مبتدی هستید، انتخاب یک پرینتر LCD انتخابی بسیار عالی خواهد بود.
هزینه ها :
در مورد مشخصات، ویژگی ها و نحوه ی کارکرد پرینترهای سه بعدی تا زمانی که بخواهیم می توانیم صحبت کنیم. اما در نهایت مسئله ی تعیین کننده ی اصلی، قیمت فروش این پرینترهاست. در ادامه مطلبی خلاصه در خصوص چند نمونه از پرینترهای DLP و LCD موجود و قیمت های آن ها را مرور می نماییم.
دو پرینتر رزینی Anycubic Photon Ultra که از نوع DLP است و Phrozen Sonic Mini 8K که از نوع LCD است دارای قیمت و مخاطبان هدف بسیار مشابهی هستند. به این ترتیب می توان آن ها را به خوبی مورد مقایسه قرار داد. Ultra یکی از پرینترهای سه بعدی DLP ارزان قیمت بازار است در حالی که Mini8K از جمله اولین پرینترهای LCD عرضه شده به بازار است. هدف هر دو سازنده این بود که یک فناوری گران قیمت و جدید را با قیمتی در حدود ۶۰۰ دلار در دسترس عموم مشتریان بازار پرینترهای سه بعدی رزینی قرار دهد که بسیار هم در رسیدن به این هدف موفق بوده اند.
Photon Ultra را می توان تنها پرینتر سه بعدی DLP به صرفه موجود در بازار جهانی دانست که از نظر قیمت با رقبای خود فاصله ی قابل توجهی دارد. مثلا Flashforge Hunter یک پرینتر سه بعدی DLP 4000 دلاری است که از امکاناتی جدید جهت رفع اعوجاج وکسل ها بهره می برد. اما قیمت آن به نحوی است که خرید آن برای همگان امکانپذیر نمی باشد. این پرینتر از یک منبع نور FHD استفاده می نماید در حالی که یک پرینتر رزینی LCD در همان محدوده ی قیمت (مثلا Poeply Phenom Prime) از صفحه ی LCD با کیفیت 6K بهره می برد که رزولوشن و کیفیت به مراتب بهتری نسبت به نمونه های DLP مشابه دارد و کیفیت و وضوح بهتری را در بازه ی کاری محورهای X و Y به دست می دهد.
در مجموع می توان گفت که با توجه به قیمت پایین تر و مقرون به صرفه تر و نیز امکان افزایش وضوح کیفیت با صرف کم ترین سرمایه گذاری لازم، پرینترهای LCD به تدریج پتانسیل بیشتری را برای موفقیت در بازار فروش خواهند داشت.
جمع بندی:
اکنون که مطالب زیادی را در مورد پرینترهای رزینی مورد بحث قرار دادیم وقت آن است تا نکات کلی مقاله را مورد جمع بندی قرار دهیم.
هر دو نوع پرینترهای سه بعدی LCD و DLP دارای مزایا و معایب متعددی هستند. از معایب اصلی آن ها می توان اعوجاج وکسل ها در پرینترهای DLP و انحراف مسیر نور در پرینترهای LCD اشاره نمود که بر دقت و تلورانس های قابل دستیابی اثر می گذارند.
طول موج نور موثر بر اکثر پرینترهای DLP و LCD در حدود ۴۰۵ نانومتر است.
در هر بازه ی قیمتی، دستگاه های به خصوصی وجود دارند. به طور کلی پرینترهای سه بعدی LCD به نسبت قیمت و کیفیت ارائه شده از ارزش بالاتری برخوردارند در حالی که چاپگرهای DLP برای افراد و مصارف حرفه ای تر کاربرد دارند.
در صورتی که یک کاربر حرفه ای پرینترهای سه بعدی هستید همواره نیم نگاهی هم به فناوری SLA داشته باشید.
انتخابتان هرچه بود همواره به یاد داشته باشید که هنگام کار با رزین اقدامات ایمنی مناسب را اتخاذ نمایید.
